Embossed Metal Composite Exterior Panels Production Line

ລາຍລະອຽດສັ້ນ:
Embossed Metal Composite Exterior Panels Production Line ແມ່ນການຜະລິດວັດສະດຸກໍ່ສ້າງທີ່ມີນ້ຳໜັກເບົາທີ່ເປັນມິດກັບສິ່ງແວດລ້ອມປະເພດໃໝ່ທີ່ກຳລັງເປັນທີ່ນິຍົມກັນໃນໂລກໃນປະຈຸບັນ.ແລະຝາຜະຫນັງຕົກແຕ່ງໂດຍອີງໃສ່ໂຟມ polyurethane.ມັນສາມາດຜະລິດ insulation ຄວາມຮ້ອນໄຟບໍ່ທົນທານຕໍ່ຜະລິດຕະພັນກໍາແພງຫີນທີ່ມີແຜ່ນເຫຼັກກ້າຢູ່ໃນດ້ານ.polyurethane ຢູ່ເຄິ່ງກາງ.ແລະແຜ່ນອາລູມິນຽມຫຼືແຜ່ນເຫຼັກຢູ່ດ້ານລຸ່ມ.
ລາຍລະອຽດຜະລິດຕະພັນ
ປ້າຍກຳກັບສິນຄ້າ
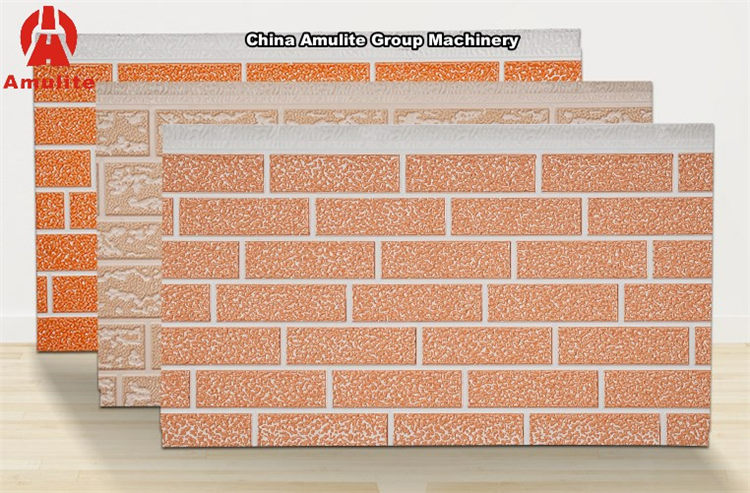
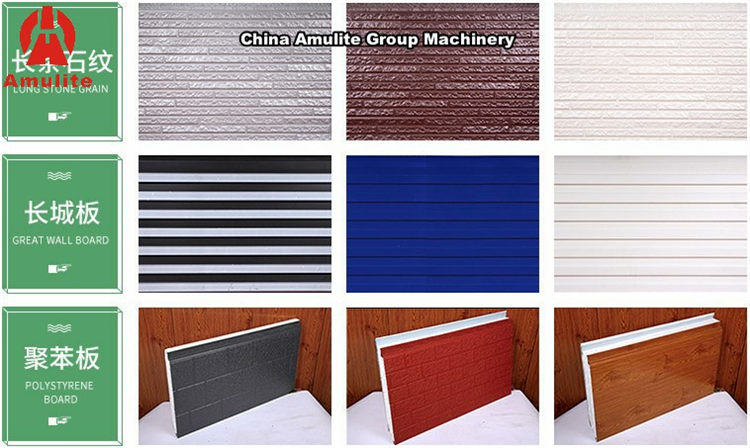
1. ການແນະນໍາ Wall Panel
Embossed Metal Composite Exterior Panels Production Line ແມ່ນການຜະລິດວັດສະດຸກໍ່ສ້າງທີ່ມີນ້ຳໜັກເບົາທີ່ເປັນມິດກັບສິ່ງແວດລ້ອມປະເພດໃໝ່ທີ່ກຳລັງເປັນທີ່ນິຍົມກັນໃນໂລກໃນປະຈຸບັນ.ແລະຝາຜະຫນັງຕົກແຕ່ງໂດຍອີງໃສ່ໂຟມ polyurethane.ມັນສາມາດຜະລິດ insulation ຄວາມຮ້ອນໄຟບໍ່ທົນທານຕໍ່ຜະລິດຕະພັນກໍາແພງຫີນທີ່ມີແຜ່ນເຫຼັກກ້າຢູ່ໃນດ້ານ.polyurethane ຢູ່ເຄິ່ງກາງ.ແລະແຜ່ນອາລູມິນຽມຫຼືແຜ່ນເຫຼັກຢູ່ດ້ານລຸ່ມ.ພື້ນທີ່ຄໍາຮ້ອງສະຫມັກຕົ້ນຕໍຂອງຜະລິດຕະພັນ: ການສ້ອມແປງອາຄານເກົ່າ.ເຮືອນວິນລາຊັ້ນສູງ.ເຮືອນວິນລາ.ໂຮງແຮມ.ໂຄງສ້າງເຫຼັກເບົາ.ເຮືອນມືຖື.ເຮືອນກະສິກອນ.ສູນການຄ້າຂະຫນາດໃຫຍ່.ຝາພາຍໃນ ແລະ ພາຍນອກຂອງໂຮງງານ.ແລະອື່ນໆ

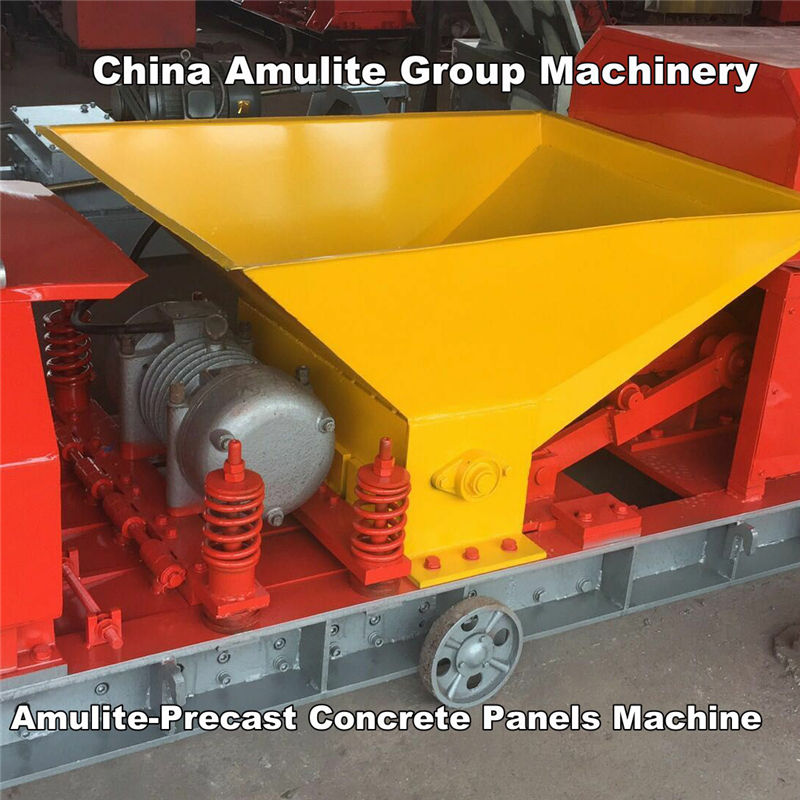
2. ອົງປະກອບຂອງອຸປະກອນ
Embossed Metal Composite Panels Exterior Production Line Main Unwinder → Embossing Machine → Leveling Machine → Side Forming Machine → Heating Platform → AB Foam Machine Injection → Aluminum Chain Plate Laminating Machine → Saw Board Cut Off → Coloring → Packing Etc.
3. Embossed Metal Composite Panels Exterior Production Line Parameter ດ້ານວິຊາການຕົ້ນຕໍ
ສະເພາະຝາຜະໜັງ: A.380×16mm B. (380-500)×(30-40)mm
ຄວາມໄວການຜະລິດ: 4-10m / min
ຄວາມຍາວຂອງໂລຫະປະສົມອາລູມິນຽມ double crawler: 18-24m
ພະລັງງານອຸປະກອນທັງຫມົດ: ປະມານ 60Kw
ກໍາລັງການຜະລິດ: ປະມານ 1.000.000Sq.m.

4. Embossed Metal Composite Panels Exterior Panels Production Line ແນະນຳໂຄງສ້າງ ແລະໜ້າທີ່ຂອງຫົວໜ່ວຍ.
Ⅰ.Unwinder
ຟັງຊັນ: ໃຊ້ສໍາລັບ unwinding ແລະ embossing ຂອງເຫຼັກ coils
ປະເພດໂຄງສ້າງ: ກອບການເຊື່ອມໂລຫະພາກ.ການຍ້າຍອອກທາງຂ້າງແມ່ນຮັບຮູ້ໄດ້ໂດຍກະບອກໄຮໂດລິກ.ປ້ອງກັນການບິດເບືອນຂອງວັດສະດຸ Coil.Unwinding Adopts Passive Type.ມີເບກ Pneumatic ສໍາລັບການຄວບຄຸມຄວາມເຄັ່ງຕຶງ.

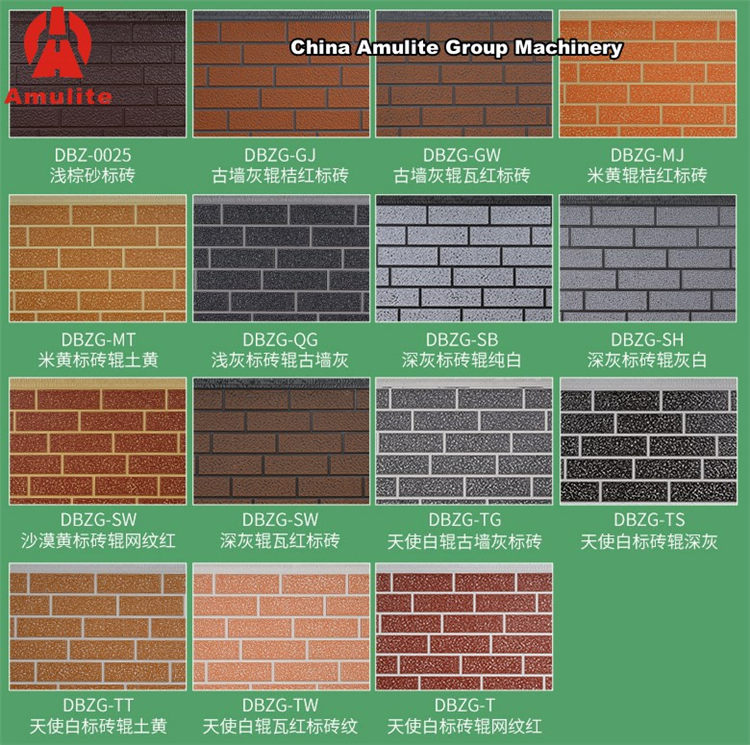
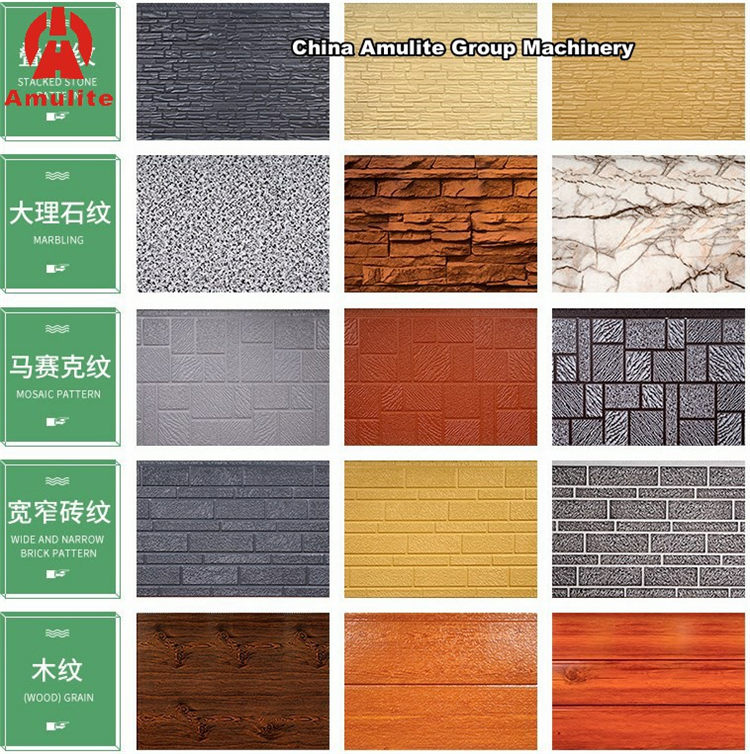
Ⅱ.ເຄື່ອງໂບມ
ຟັງຊັນ: ອີງຕາມຮູບແບບທີ່ແຕກຕ່າງກັນຂອງກໍາແພງຫີນ.ສອງເຄື່ອງມ້ວນໂລຫະທີ່ກົງກັນຂ້າມຖືກໃຊ້ເພື່ອກົດຮູບແບບທີ່ແຕກຕ່າງກັນຂອງເຫຼັກສີ.
Ⅲ.ເຄື່ອງໂຟມ:
BLC(R) ປະເພດເຄື່ອງ Foaming ຢ່າງຕໍ່ເນື່ອງຄວາມກົດດັນຕ່ໍາຫຼື PH(R/F) ເຄື່ອງ Foaming ຄວາມກົດດັນສູງ.ໃຊ້ຢາງ (ກ) 1 ຖັງ.1个Curing Agent (B) Tank;ສອງເຄື່ອງປ້ຳວັດວັດແທກແມ່ນຂັບເຄື່ອນໂດຍມໍເຕີຄວາມຖີ່ຕົວແປເອກະລາດ.ການໄຫຼອອກຂອງປ້ຳວັດວັດແທກແມ່ນຄວບຄຸມໂດຍການປ່ຽນຄວາມໄວຂອງປ້ຳວັດວັດແທກ.ສຸດທ້າຍ.ອົງປະກອບແມ່ນປະສົມກັນຕາມອັດຕາສ່ວນທີ່ຕ້ອງການແລະຖືກສີດໃຫ້ເທົ່າທຽມກັນລະຫວ່າງແຜ່ນເຫຼັກຕ່ໍາຫຼືຊັ້ນຍ່ອຍອື່ນໆ.

Ⅳ.ເຄື່ອງກອບເປັນຈໍານວນ
ຟັງຊັນ: ຮູບຮ່າງຂອງເຫຼັກສີ embossed ໄດ້ຮັບການປະຕິບັດໂດຍ Flanging ຫຼາຍລໍ້.
Ⅴ.ເຄື່ອງເຄືອບດິນເຜົາ
ຟັງຊັນ: ສໍາເລັດການ Foaming ອອນໄລນ໌ແລະຮູບຮ່າງຂອງ polyurethane; ຫນ່ວຍບໍລິການ Chain Plate ແມ່ນປະກອບດ້ວຍມໍເຕີຂັບ.ລໍ້ໂສ້.ແຜ່ນຕ່ອງໂສ້ໂລຫະປະສົມອາລູມິນຽມ.Pin Shaft ແລະ Rolling Bearing.ການນໍາໃຊ້ວິທີການເຮັດຄວາມຮ້ອນທໍ່ຄວາມຮ້ອນໄຟຟ້າ; ມັນສາມາດເຮັດໃຫ້ຄວາມຮ້ອນຂອງເຄື່ອງສາຍແອວຄູ່ໄດ້ໄວກັບອຸນຫະພູມທີ່ຕ້ອງການສໍາລັບການຜະລິດ.ເມື່ອອຸນຫະພູມຮອດຄ່າທີ່ກໍານົດໄວ້ກ່ອນ.ເຄື່ອງເຮັດຄວາມຮ້ອນໄຟຟ້າສາມາດເປີດຫຼືປິດໄດ້ຕາມສະຖານະການຕົວຈິງ.
Ⅵ.ເຄື່ອງເລື່ອຍທີ່ມີຄວາມຍາວຄົງທີ່
ຫນ້າທີ່: ເຫັນຄະນະກໍາມະການສ້າງຕັ້ງຂຶ້ນຕາມຂະຫນາດທີ່ກໍານົດໄວ້.
ຫນ້າທີ່: ຖານ.fuselage ແລະ Upper Movable Frame ຮັບສ່ວນເຫຼັກແລະໂຄງສ້າງການເຊື່ອມແຜ່ນ.ເຊື່ອມຕໍ່ໂດຍ Linear Guide Rail.ພື້ນທີ່ການຕິດຕັ້ງຂອງທາງລົດໄຟ Guide ແມ່ນສໍາເລັດຮູບ.ຮັບປະກັນຄວາມຖືກຕ້ອງໃນການຕິດຕັ້ງ; ມໍເຕີ Sawing ໄດ້ຖືກຕິດຕັ້ງຢູ່ໃນກອບການເຄື່ອນຍ້າຍເທິງ.ເຟຣມເຄື່ອນທີ່ແມ່ນຂັບເຄື່ອນໂດຍມໍເຕີເກຍ.ການເຄື່ອນໄຫວທາງຂ້າງ; ອຸປະກອນ Clamping ແມ່ນຕິດຕັ້ງຢູ່ໃນຮ່າງກາຍ.ມັນປະກອບດ້ວຍກະບອກສູບອາກາດແລະການກົດດັນ; ອຸປະກອນຣີເຊັດແມ່ນປະກອບດ້ວຍກະບອກສູບແລະອຸປະກອນ Buffer; ເມື່ອແຜ່ນໄດ້ເຖິງຄວາມຍາວທີ່ກໍານົດໄວ້.ກະບອກ Clamping Push Block Clamping ລົງ.ແລະກະບອກສູບ Reset Pushes ຮ່າງກາຍເພື່ອຍ້າຍກັບແຜ່ນ;ໃນເວລາດຽວກັນ.ເຄື່ອງຈັກ Sawing ແມ່ນເລີ່ມຕົ້ນ.ແລະມໍເຕີຫຼຸດລົງເຮັດໃຫ້ກອບການເຄື່ອນຍ້າຍເທິງເພື່ອຍ້າຍອອກຕາມແນວນອນ.ດັ່ງນັ້ນທີ່ຈະເປັນການຮັບຮູ້ການຕັດທາງຂວາງຂອງແຜ່ນໄດ້;ຫຼັງຈາກການຕັດແມ່ນສໍາເລັດ.ອຸປະກອນ Clamping ຖືກຍົກ.ແລະກະບອກສູບ Reset ຂັບຮ່າງກາຍກັບຄືນສູ່ຈຸດເດີມເພື່ອຕັ້ງຄ່າໃຫມ່.
5. Embossed Metal Composite Panels Exterior Production Line ການຄວບຄຸມອັດຕະໂນມັດ
ລະບົບການຄວບຄຸມອັດຕະໂນມັດແບ່ງອອກເປັນສີ່ພາກສ່ວນ: ການຄວບຄຸມພື້ນທີ່ unwinding ແລະ embossing.ກອບເປັນຈໍານວນແລະການຄວບຄຸມພື້ນທີ່ lamination.ການຄວບຄຸມພື້ນທີ່ Foaming ແລະການຄວບຄຸມພື້ນທີ່ Sawing.ພະລັງງານທັງຫມົດປະມານ 60KW; ເວທີການໃຫ້ຄວາມຮ້ອນແມ່ນປະມານ 30KW.ລະບົບຄວບຄຸມທັງໝົດປະກອບດ້ວຍຕົວຄວບຄຸມໂປຣແກຣມ.ທົດສອບ Switch.Delta Inverter Driver ແລະອົງປະກອບອື່ນໆ.ໂດຍຜ່ານຫນ້າຈໍສໍາພັດພາລາມິເຕີການປ້ອນຂໍ້ມູນແລະການດໍາເນີນການຮ່ວມມືປຸ່ມ.ຮັບຮູ້ການຜະລິດອັດຕະໂນມັດຂອງສາຍການຜະລິດ.ການປະຕິບັດຂອງມັນມີຄວາມຫນ້າເຊື່ອຖືແລະຫມັ້ນຄົງ.ແລະການດໍາເນີນງານແມ່ນງ່າຍດາຍແລະງ່າຍດາຍ.